

Temeljna svrha donjeg ispusnog ventila je postizanje potpuna drenaža i zatvaranje bez mrtvog prostora na najnižoj točki posude. U primjenama koje se kreću od sterilnih bioreaktora do spremnika za kristalizaciju, nemogućnost potpunog pražnjenja proizvoda dovodi do unakrsne kontaminacije, rasta mikroba i značajnog gubitka prinosa. Odabir dizajna ventila - bilo da se radi o dižućem cilindru, kuglastom ventilu s ravnim dnom ili klipnom upravljanom disku - izravno diktira čistoću i mogućnost povrata šaržnog procesa.
Dizajn ventila i geometrija protoka
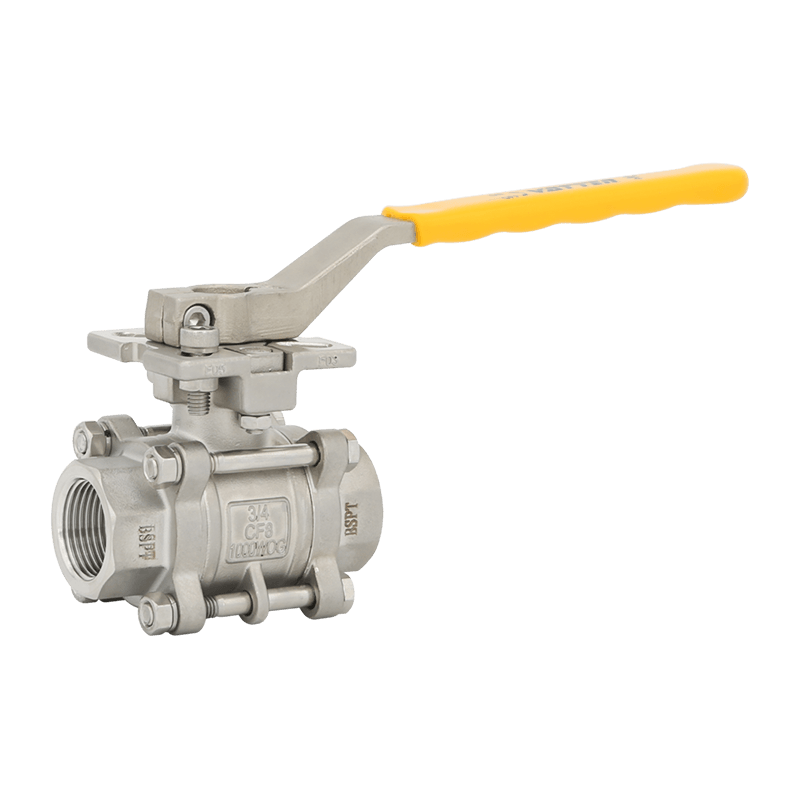
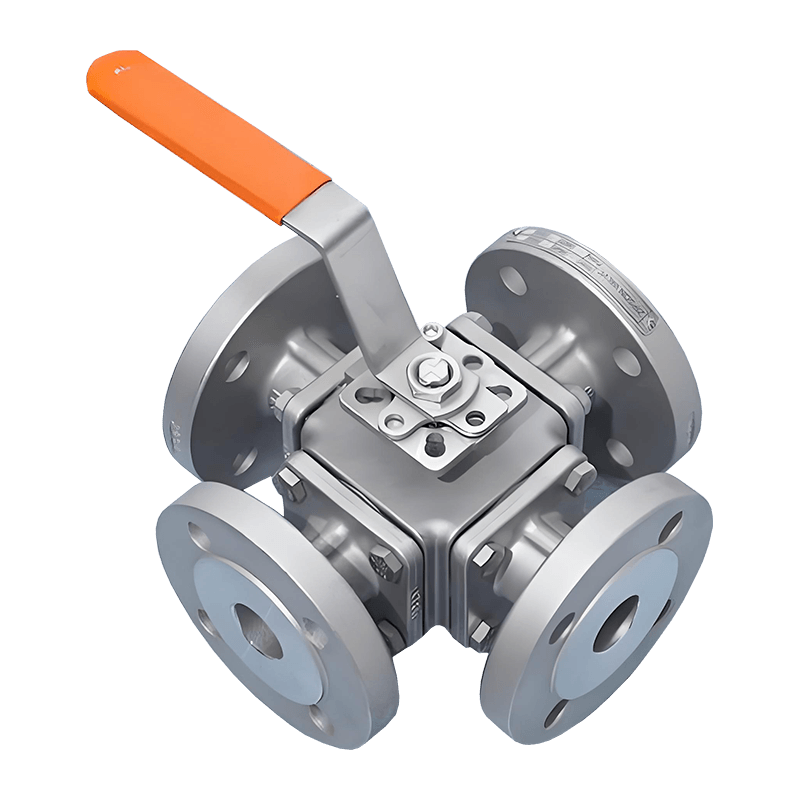
Razlika između standardnog kuglastog ventila i specijalizirane jedinice za donje pražnjenje leži u unutarnjoj konturi. Kako bi ventil učinkovito funkcionirao u odvodnoj primjeni, brtvena površina mora biti u ravnini s unutrašnjosti posude kada je zatvorena. Uzdižući cilindrični ili klipni ventili guraju čep u mlaznicu spremnika, fizički izbacujući krutine koje bi mogle premostiti ili blokirati otvor. Nasuprot tome, kuglasti ventili s ravnim dnom imaju strojno obrađenu šupljinu koja, kada je zatvorena, predstavlja glatku površinu unutrašnjosti posude, sprječavajući nakupljanje krutih tvari u sjedište. Podaci iz procesa kristalizacije pokazuju da standardni udubljeni ventil može uhvatiti do 15% volumena serije u mrtvim zonama, dok dizajn za ugradnju u ravnini obično smanjuje zadržani volumen na manje od 0,5%.
Tehnologije brtvljenja i znanost o materijalima
Integritet brtvljenja donjeg ispusnog ventila ispituje se ne samo razlikama tlaka, već i nakupljanjem abrazivnih kristala ili ljepljivih polimera na mjestu zatvaranja. Dvije primarne strategije brtvljenja dominiraju ovim područjem: brtve metal na metal za ekstremne temperature i polimerne brtve za aseptičnu ponovljivost.
Brtve metal-metal
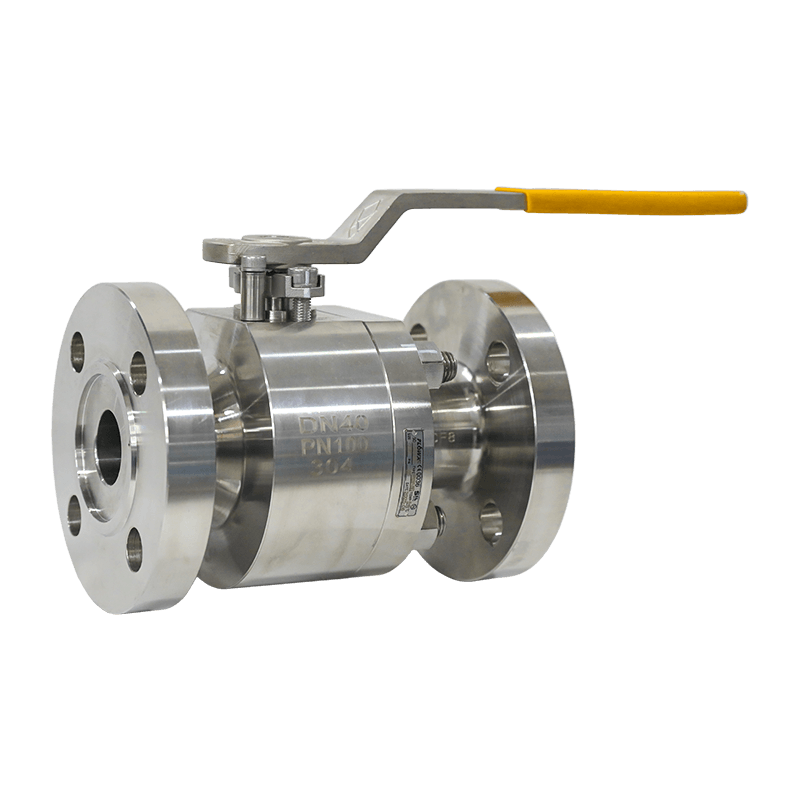
U procesima na visokim temperaturama iznad 200°C, elastomeri se brzo razgrađuju. Tvrdo navarivanje stelitom ili volfram karbidom i na sjedištu i na disku osigurava brtvljenje za brušenje koje podnosi toplinske cikluse. Ove otvrdnute površine često postižu niske stope curenja ANSI klasa V , što ih čini prikladnima za tekućine za prijenos topline i rastaljene soli. Primarni radni zahtjev je specifičan zakretni moment kako bi se osiguralo hladno strujanje metalnih površina jedna u drugu bez trzanja.
PTFE i PTFE kompozitna sjedala
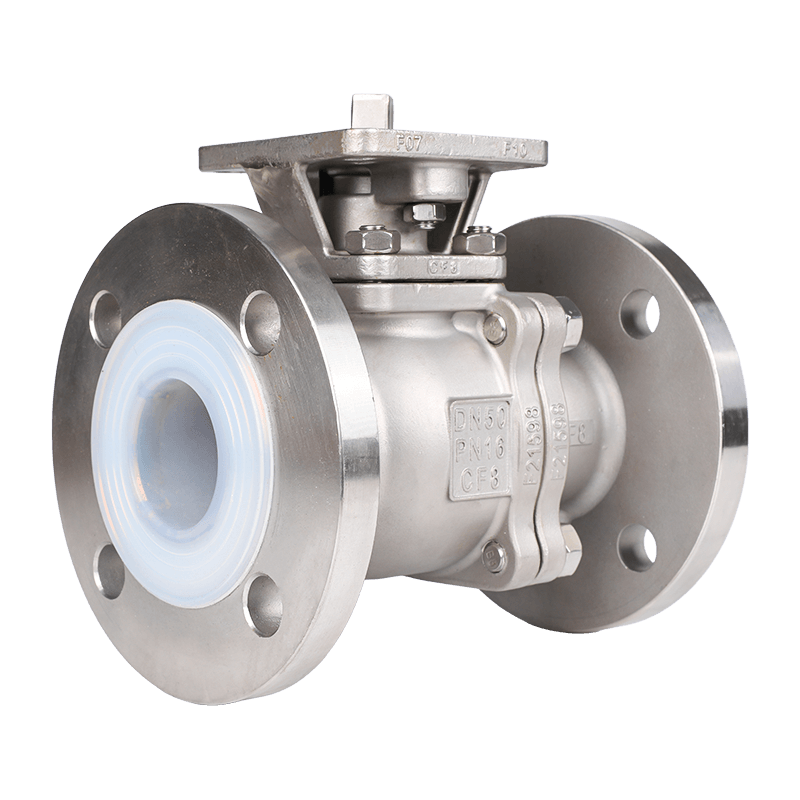
Za otpornost na kemijsku koroziju ispod 180°C, modificirani PTFE ostaje industrijski standard. Međutim, čisti PTFE pati od hladnog tečenja pod kontinuiranim opterećenjem. Proizvođači se tome suprotstavljaju upotrebom ojačanog PTFE s udjelom punila od 15% do 25% staklenih vlakana ili ugljika, što povećava čvrstoću na pritisak za otprilike 30% pritom malo žrtvujući kemijsku inertnost. Najnovija generacija dizajna PTFE sjedala s oprugom stvara dinamičku brtvu koja automatski kompenzira toplinsku kontrakciju bez ručnog podešavanja.
Kompatibilnost čišćenja i sterilizacije
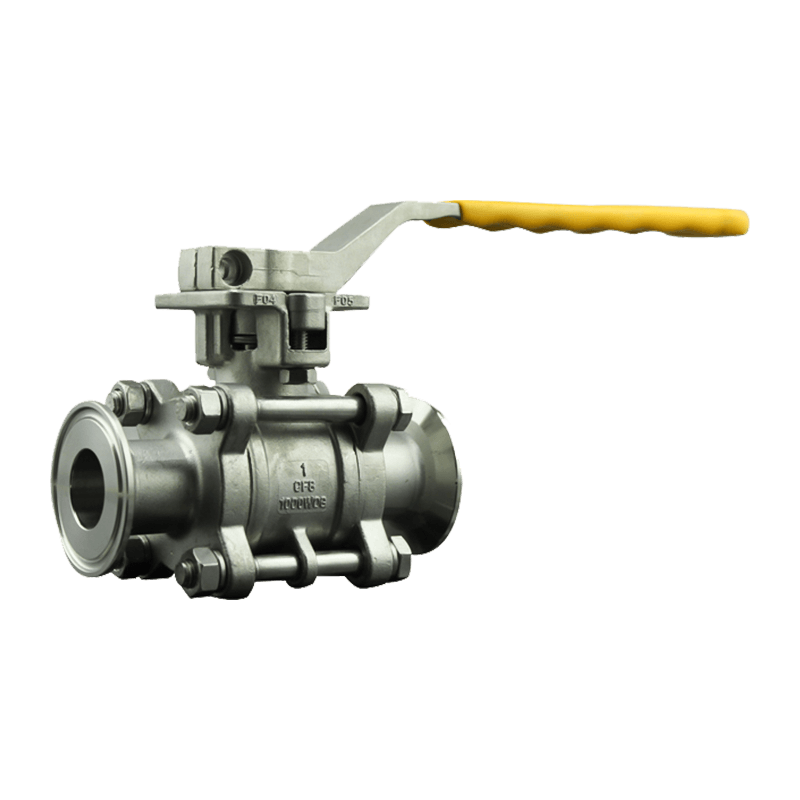
Mogućnost čišćenja primarni je pokretač vrijednosti za donji ispusni ventili u znanostima o životu. Dizajn mora eliminirati "probojni prostor" između mlaznice posude i brtvenog elementa. Ciklusi pare na mjestu (SIP) zahtijevaju da tijelo ventila izdrži opetovano izlaganje 135°C zasićena para bez skupljanja kondenzata. Ventil koji koristi brtvu s mijehom umjesto standardnog dizajna brtve vretena spriječit će ulazak vanjske kontaminacije i omogućiti potpuni prodor pare oko vretena. Studije validacije potvrđuju da ventil s ravnim dnom zabrtvljenim mijehom može postići a 6-log smanjenje spora Geobacillus stearothermophilus tijekom standardnog ciklusa sterilizacije od 30 minuta.
Površinska obrada navlaženih dijelova kritična je kontrolna točka. Ra vrijednost od 0,5 µm (20 mikroinča) ili bolja standardna je za lijekove za injekcije. Elektropoliranje poboljšava ovu površinu uklanjanjem mikroskopskih vrhova gdje se kolonije bakterija mogu usidriti, poboljšavajući otpornost na koroziju i smanjujući prianjanje proizvoda.
Pokretanje i upravljanje procesom
Radni ritam donjeg ispusnog ventila često uključuje sigurnosni imperativ "zatvorenog kvara". Pneumatski aktuatori s povratnom oprugom zadani su izbor za opasni prijenos tekućine. Kada dođe do nadtlaka u posudi, gubitak tlaka zraka mora odmah prisiliti čep ventila u zatvoreni položaj protiv struje protoka. Ovo zahtijeva izračune veličine aktuatora koji uračunavaju statički tlak u spremniku plus faktor sigurnosti od 1,5 puta veći od maksimalnog diferencijalnog tlaka .
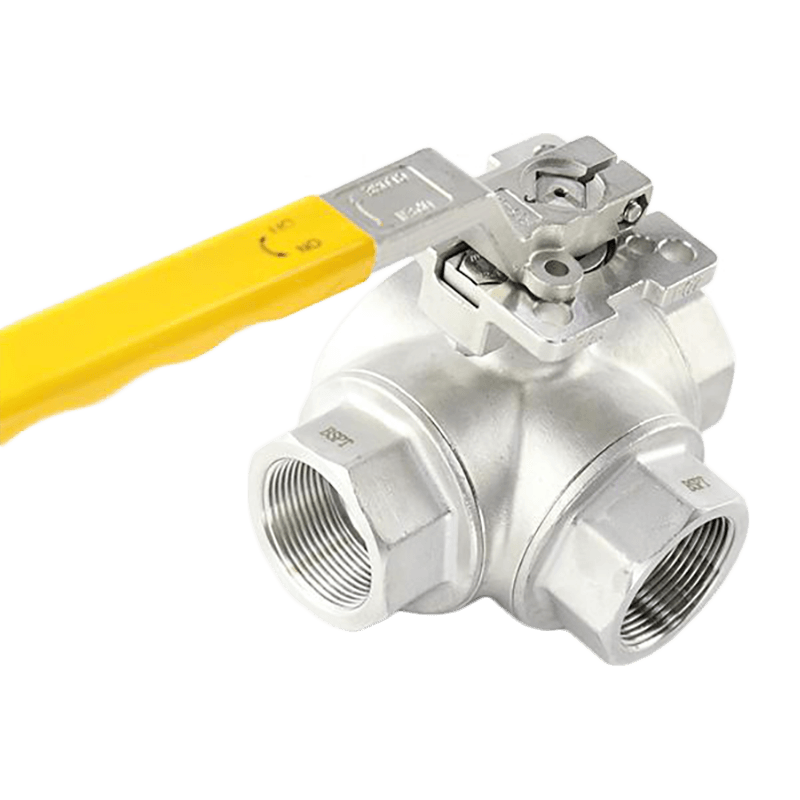
Sve je češća precizna kontrola protoka izravno iz izlaza reaktora. Linearni ventil za podizanje, zajedno s digitalnim pozicionerom, omogućuje donjem ventilu da služi i kao uređaj za mjerenje viskoznih smola. Profiliranjem konture hoda operateri mogu kontrolirati brzinu smicanja tijekom pražnjenja, sprječavajući razgradnju gela do koje dolazi s kuglastim ventilima za uključivanje/isključivanje.
Kriteriji ugradnje i projektiranje mlaznica
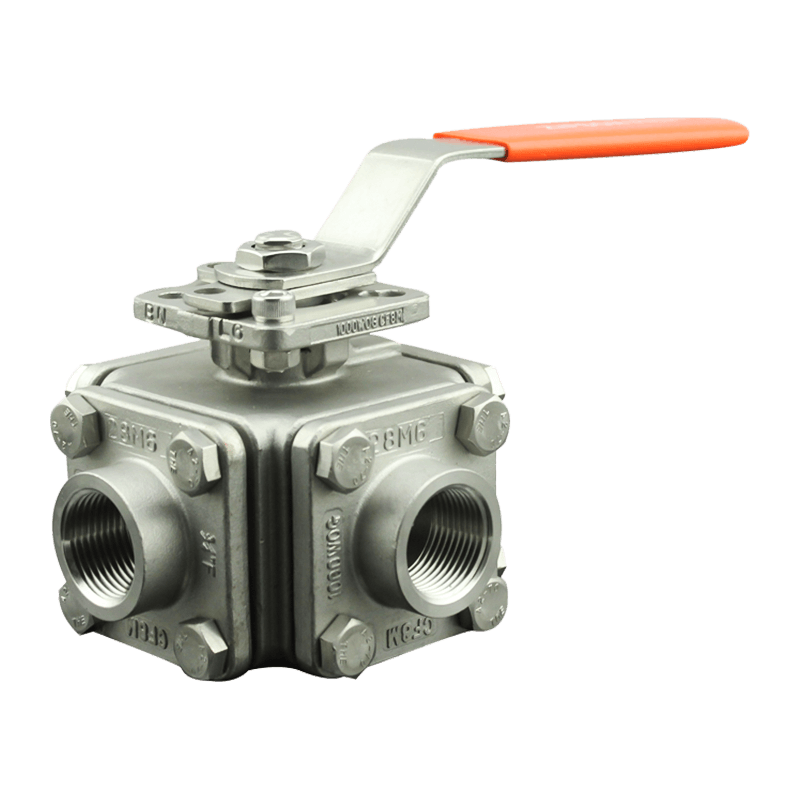
Ispravna integracija posude zahtijeva preciznu strojnu obradu prirubnice jastučića. Kritična dimenzija je duljina između unutarnjeg promjera posude i brtvene površine ventila. Ako je ovaj vrat prekratak, toplinsko širenje jakne može iskriviti tijelo i uzrokovati trajno curenje. Ako je predugo, stvara statično zadržavanje proizvoda. Tolerancija na ravno brušenje od ±0,5 mm provodi se tijekom zavarivanja na terenu kako bi se spriječila ta neusklađenost. Ispusni ventili s plaštom na dnu obavezni su za procese koji uključuju sumpor, smolu ili polimere koji se skrućuju ispod 100°C, osiguravajući da proizvod ostane pokretljiv sve dok posljednja kap ne napusti mlaznicu.
| Vrsta ventila | Optimalna vrsta gnojnice | Tipična maksimalna viskoznost |
|---|---|---|
| Ram/Klip u usponu | Abrazivni kristali, vlaknasta pulpa | 250 000 cP |
| Flush-Bottom Ball | Slobodno tekuće tekućine, lagane kaše | 15 000 cP |
| Disk / dijafragma | Sterilni mediji, bioreaktorska žetva | 10 000 cP |
Rješavanje uobičajenih kvarova brtvi
Trajno curenje u nedavno servisiranom donjem ispusnom ventilu obično se može pronaći u tri temeljna uzroka. Prvo, neusklađenost između jarma pokretača i poklopca motora uzrokuje bočno opterećenje na stablu, neravnomjerno deformirajući meko sjedalo. Drugo, kristalizirani proizvod zaglavljen u čahuri vretena ograničava silu zatvaranja. Protokol popravka na terenu koji koristi ispiranje vrućim otapalom umjesto mehaničkog hvatanja može spasiti cjelovitost sjedala. Treće, neispravan zakretni moment brtvene žlijezde komprimira vreteno, sprječavajući potpuni brtveni kontakt; test brojčanika na hodu potvrđuje je li utikač fizički dosegao potpuno zatvoreni položaj.
Trošak životnog ciklusa
Procjena donjeg ispusnog ventila isključivo na temelju nabavne cijene kapitala zanemaruje dominantne troškove zastoja u održavanju. Kovana karoserija za teške uvjete rada s obnovljivim umetkom sjedala, iako obično skupa 30% više u početku od lijevanog jednodijelnog tijela, omogućuje inline zamjenu sjedišta bez rezanja zavarenog spoja. Tijekom petogodišnjeg radnog vijeka u abrazivnoj smjesi titan dioksida, ukupni trošak vlasništva za kovani dizajn obično je 40% niže zbog brzine okretanja održavanja. Potpuni zavareni dizajn eliminira brtve prirubnice, uklanjajući najčešće vanjske točke curenja i smanjujući rizike fugitivne emisije.